0573-84605555/0573-84605522
針對全部飼料加工廠生產流水線而言,要想在制成品庫文件獲得品質令人滿意的濃縮飼料(精飼料的混合均勻度做到規范規定),除開務必要配置一臺構造和性能參數合乎加工工藝規定,能在較短的時間內得到 令人滿意的混合均勻度的混合設備外,前后左右工藝流程的科學安排及混合機自身的合理使用均是根本性的要素。合理使用混合機應保證以下內容:
1、填滿指數
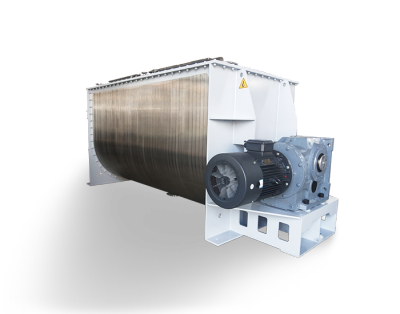
無論哪樣種類的混合機,適合的放料情況,是混合功能一切正常工作中,而且獲得預估的混合實際效果的必要條件。在分次混合機中,立式螺帶混合機的填滿指數在0.6~0.8比較適合,料位最大不可以超出電機轉子頂端平面圖;分次立柱式混合機的填滿指數,一般操縱在0.8~0.85;雙軸或兩軸漿葉高效率混合機填滿指數為0.8~1。物料密度>0.6時,按每次混合量計算;物料密度≤0.6時,可按密度范疇。
2、混合時間
針對回轉式混合機不會有這個問題,但針對分次式混合機,明確好混合時間針對混合物料的品質是十分關鍵的。混合時間過短,物料在混合機中沒有獲得充足混合便被卸出,商品的混合品質毫無疑問會遭受危害;混合時間太長,物料在混合機中被長期混合,不僅導致耗能提升、生產量降低,而且會由于過多混合,導致成分的分離堆積,使混合均勻度反倒減少。
混合時間的明確在于混合機的混合速率,這關鍵由混合機的型號決策。如雙螺旋錐形螺帶混合機,它的混合功效以熱對流主導,它將物料結團地從料堆的一處挪到另一處,能夠迅速地做到粗略地的團小塊的混合。因而,用這類混合機混合的時間就較短。一般 每次2~5min,其時間長度則在于原材料的特性,如水份成分、粒度分布尺寸、脂肪率等。針對以裁切和熱對流混合主導的兩軸高效率混合機,一般40~60s便能夠做到混合均勻度規定,混合周期時間更短。
3、實際操作次序
精飼料中成分較少的各種各樣維他命,藥物等防腐劑或濃縮劑均必須在進到混合機以前用媒介事前稀釋液,制做成預混合物,隨后才可以和別的物料一起進到混合機。
在投料的次序上,一般是配制量大的成分先放或絕大多數添加機內后,將小量及少量成分放置物料上邊。在各種各樣物料中,粒度分布大的一般先添加混合機,而粒度分布小的則后加。物料的相對密度亦會出現差別,當有很大差別時,一般是先放相對密度小的物料,后加密度大的物料。
4、盡量減少分離
固態顆粒物的混合物有動態性特點,即便物料在倉內或袋內顯著地處在靜止不動情況時,物料的顆粒物仍是不斷相對速度著。一切流通性的粉末狀都是有分離的發展趨勢。
分離的誘因有兩個:一是物料落入一個堆處時,很大的粒子因為有很大的慣性力便會滑到堆下,而慣性力較小的小粒子有可能嵌進堆上的縫隙。僅僅當物料被震動時,較小的粒子有挪到底端,很大的粒子有挪到頂端的趨于。二是當混合物被吹開或收塵時,伴隨著粒度分布和相對密度的不一樣相對產生分離。
為防止分離,多選用下列四個方式:
1)務求混合物的各種各樣成分的粒度分布同樣,也可以用加上液體的方式防止分離。
2)把握混合時間,不必過多混合,一般覺得應在貼近混合均勻度以前將物料卸出,由運送或轉站全過程進行混合。
3)把混合后的裝卸搬運工作中降低到最少水平,物料降落,翻轉或拖動越低越好。
4)混合后將物料馬上抑制成顆粒物,使混合物呈顆粒狀。
5、定期維護
混合機使用時間長了以后,門頁密封膠條會出現脆化、損壞的難題。實際操作工作人員應定期維護混合機門體有無漏料的難題產生。出現門頁溢料的難題,應立即查修,拆換有關易損件零配件。


 關注微信
關注微信
 關注抖音
關注抖音